Spent the afternoon working on the car again. Spoke with Donovan and Boris today picking their brains on how to use the Isky Groov-Matic oringer. Once I really took a good look at the thing it was pretty obvious how it worked. they did however have a few very helpful hints that I put to good use.
Before I get into this at all, quick question........how much of the .041 copper wire should I leave exposed above the block? I've heard between .015 and .008, thats a big difference. Any defenite answer for use with a MLS hg??
anywho. 1st thing is 1st. The tool is pretty sweet, does a great job assuming your patient and use your head.
My car as it stands before I started today. It was SOOOO nice to be able to work with garage doors open instead of huffing kerosene fumes all afternoon. Bring on the warm weather!!!

Adams sweet Ranger bass boat, cant wait to spend some time out on the water chasing the hogs this year :redspot

Ok, the important stuff
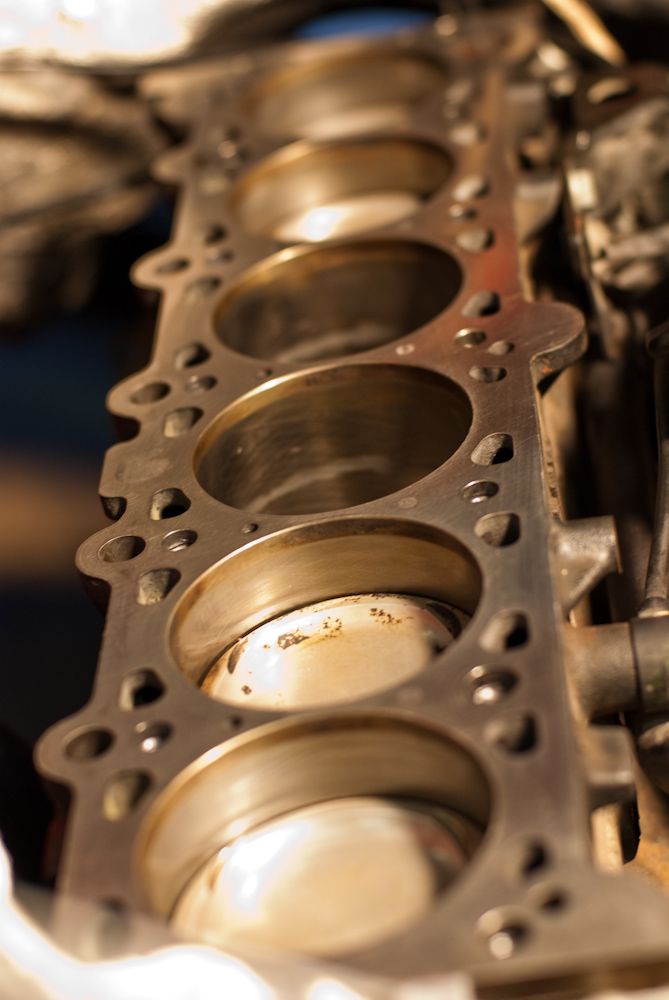
Important that the block is well prepped BEFORE you begin this. Dont oring before you prep the block.
The Isky Grooooooooooooov-Matic. This one belongs to Donovan so I put in this little shameless plug for MaxPsi. Thanks man, HOVA ended up sending it to me instead of back to D. I was going to borrow Boris's but this showed up Friday....might as well use it right?

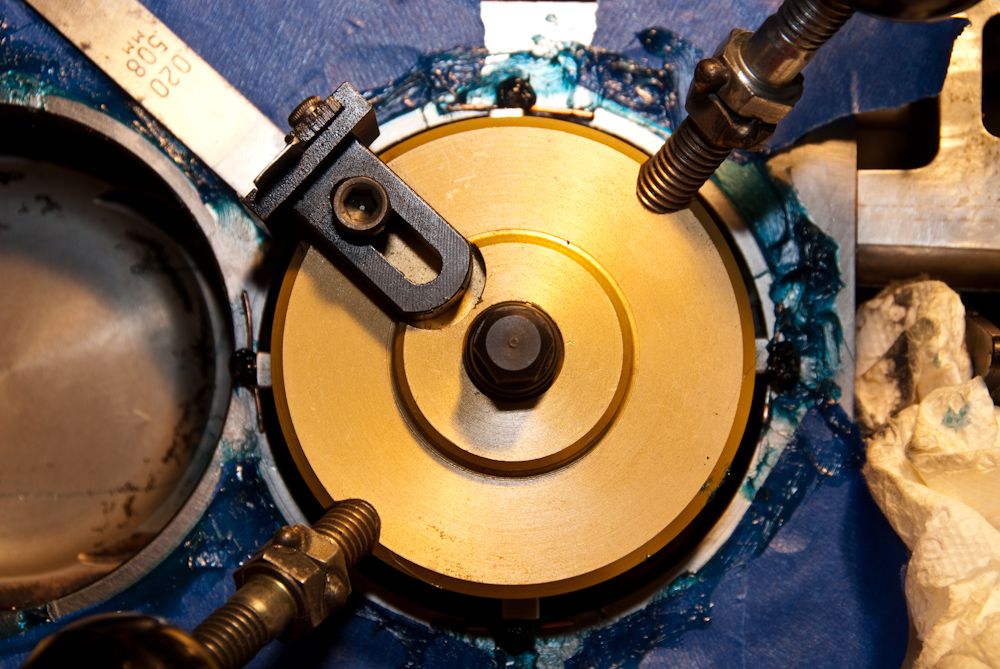
It has 3 adjustments. The 1/2" bolt on top pushes the 4 "spanners" out to make solid contact with the cylinder walls and place the 4 pins on top of block. There are 2 allen screws that control the distance outside the bore you cut and another for depth. Thats it really.
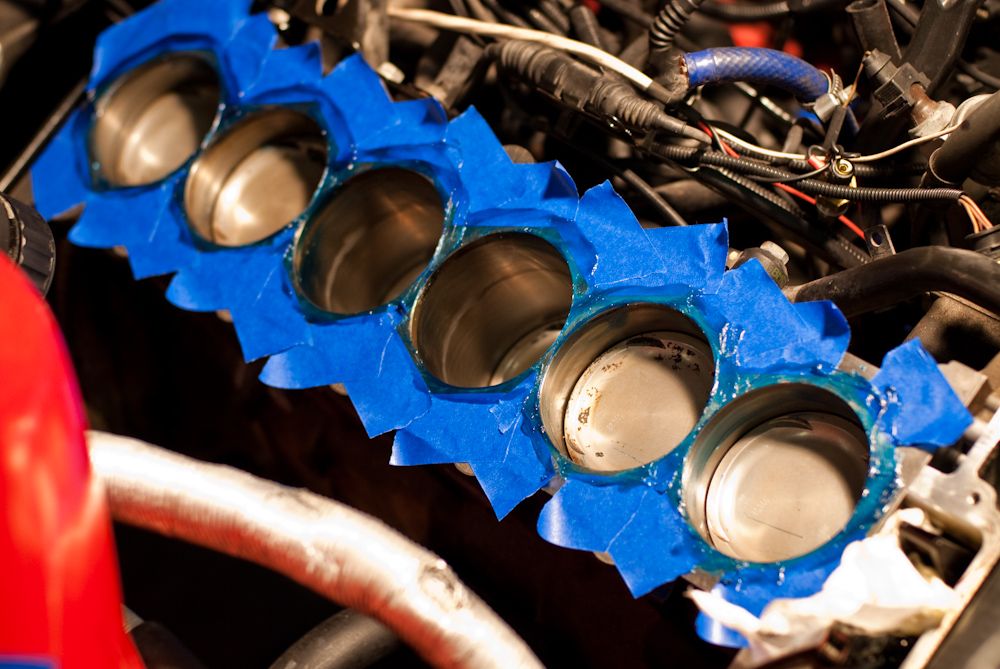
I decided to tape up the coolant/oil passages again to keep the grease and shavings out. I'm still going to flush these passages before reassembly but might as well not get thick grease down there.

After the grease was applied along the cylinder walls to help the oringer move and on top of the block to catch the shavings.
1st step for adjustment.....setting the cutting distance outside the bore. On the S52 you need to do a figure 8 style oring so they will intersect between each cylinder. YOu just have to play with the settings and get it right. Per Boris's advice I put a nice thick layer of grease on top, set the depth to not really cut into the block but just the grease and adjusted from there. Ended up with this after setting depth a tiny but below the block to see a cut.
pretty good!

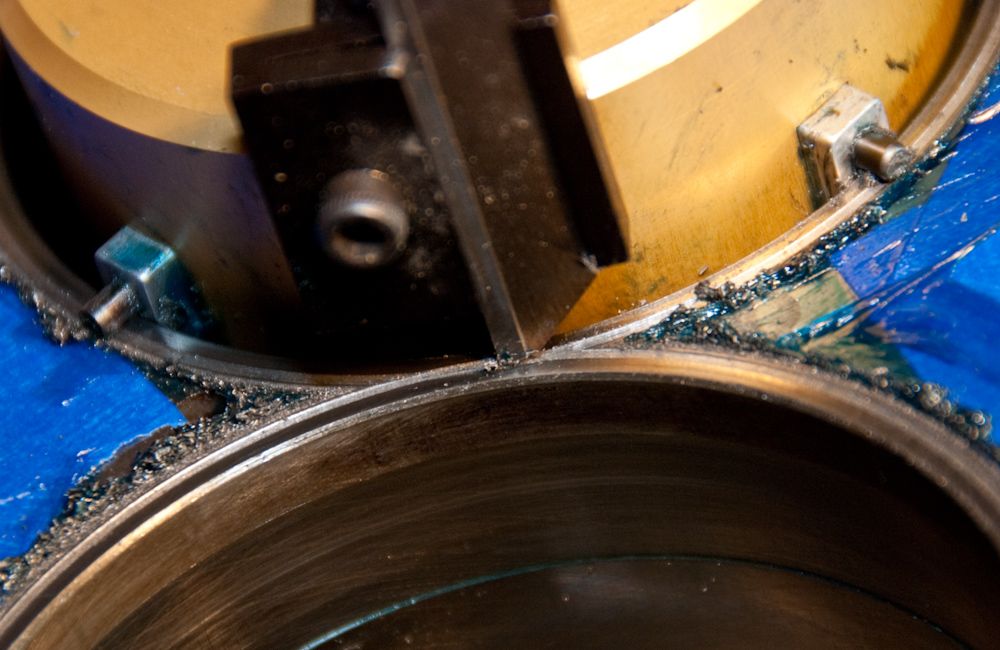
Now for depth. Since we use a .041 wire you cut 4 pieces of it, put them under the 4 pins, then use a feeler gauge under the cutting blade to set your depth. I started with .031 under the blade to cut .01 into the block. Then moved down from there until I had cut .016 into the block making .015 of the wire exposed. If I need to cut in more I can, but I cant add the material back so I stopped there.
You can see the 4 pieces of wire here
and clearer here, also note the feeler under the blade for depth adjustment.

Start at either cyl 1 or cyl 6 and kick that blocks ass.....seemed 8-12 full rotations were needed for each cut.
Meeting in the middle nicely
Somewhere in the middle of the job

all finished for today :buttrock, as you can see the pins rotating on top of the block will clean the grease away.

Tomorrow I hope to install the wire assuming I get the answer I need on the depth.
